





The necessity of proper protection of systems endangered by explosion results from the ATEX 137 Directive and the regulations implementing it in Poland. In practice, activities in this area are carried out on the basis of relevant standards and guidelines indicated in ATEX certificates and documentation of specific explosion protection devices. There are several solutions available on the market that meet these requirements, but they cannot always be used interchangeably, and some of them are dedicated only to specific applications and solutions – says Zbigniew Wolff, explosion safety expert at the WOLFF GROUP.
EXPLOSION SUPRESSION

The explosion suppression system is the most flexible solution to protect against the effects of an explosion. Its undoubted advantage is that it can be used in most applications (including harmful and toxic substances, food products, in closed halls or open spaces). A typical explosion suppression system consists of detectors (pressure and/or optical sensors), an HRD cylinder with a suppression medium, and a control panel that controls the system.
It works by detecting an explosion at a very early stage. Immediately thereafter, the system activates the HRD cylinders (High Rate Discharge Bottles) introducing special suppressing powder into the protected apparatus. This ensures that the explosion is suppressed before its pressure reaches a dangerous level. The time between the detection of the initial stage of an explosion and the moment when it is suppressed amounts to tenths of a second.
| EXPLOSION SUPRESSION | |
|---|---|
| Advantages | Limitations |
| Applicability of an explosion suppression system may be limited by the value of the following parameters:
|
EXPLOSION RELIEF
 When choosing an explosion relief system, it is necessary to determine the danger zone into which the explosion wave will be directed. This is necessary because it is generally prohibited to direct the effects of an indoor explosion towards buildings, other apparatuses and systems, footpaths and roads, car parks, product storage areas and towards other potential explosive atmospheres. This zone, the range of which must be calculated, may be up to several dozen meters long. These measures should be taken as part of explosion risk assessment.
When choosing an explosion relief system, it is necessary to determine the danger zone into which the explosion wave will be directed. This is necessary because it is generally prohibited to direct the effects of an indoor explosion towards buildings, other apparatuses and systems, footpaths and roads, car parks, product storage areas and towards other potential explosive atmospheres. This zone, the range of which must be calculated, may be up to several dozen meters long. These measures should be taken as part of explosion risk assessment.
According to the ATEX directive, explosion relief systems must not be used where the dust that can ignite or its combustion products of are toxic or harmful to health (products of this type can include e.g. bone meal, dried sewage sludge, various chemicals, etc.).
Explosion relief is typically accomplished through the use of decompression panels (membranes), self-closing dampers, or flameless explosion venting systems.
Decompression panels
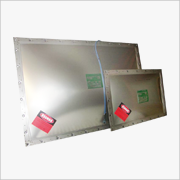
Reduction of explosion pressure in an apparatus can be achieved by the so-called decompression panels (often referred to as explosion flaps or membranes), which are the weakest element of the protected equipment. In this case, the explosion relief consists in a membrane being opened (burst without defragmentation) when the pressure inside an apparatus reaches the preset value, and then in directing the effects of the explosion, i.e. flame, pressure, burnt and unburnt product and combustion gases, outside the protected apparatus. When choosing decompression panels, it is important to provide an adequate decompression surface to reduce the blast pressure to a level that is safe for the protected apparatus.
Decompression panels have many limitations included in the table below. One of them is that they cannot be used indoors. The solution in this case may be the use of a decompression duct to direct the effects of an explosion outside the wall of a hall/building. However, it should be kept in mind that a decompression channel increases the reduced explosion pressure, and thus the required decompression area (this relationship is described in the PN-EN 14491 standard).
Explosion relief panels are an economical alternative to other explosion protection devices. Unfortunately, they are often used incorrectly and thus become a serious danger to the process plant and the personnel operating it. Therefore, great care must be taken when choosing them.
| DECOMPRESSION PANELS | |
|---|---|
| Advantages | Limitations |
|
|
Flameless explosion relief
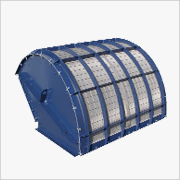
As an option, the so-called flameless explosion relief can be applied with decompression panels, which combines a decompression panel with an efficient perforated heat exchanger. This solution, unlike decompression panels, can be used indoors. Beforehand, however, it must be verified whether the cubic capacity of a given room is large enough (the permissible cubic capacity of a room should be specified in the documentation for a given protection).
In the case of flameless systems, the effects of an explosion are to a large extent retained inside the protected apparatus, which vitally increases the safety of using this type of protection in comparison to a classic decompression panel. Nevertheless, residual pressure and temperature are released into the environment, therefore, also in this case a danger zone must be defined. However, it is generally smaller than in the case of decompression panels.
| FLAMELESS EXPLOSION RELIEF | |
|---|---|
| Advantages | Limitations |
|
|
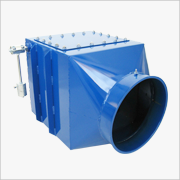
Explosion relief valves EVN

EVN relief valves provide a form of a flameless explosion relief. In this case, however, the decompression panel has been replaced by a self-closing flap valve, which opens when the pre-set pressure is exceeded. This solution has several advantages over traditional flameless explosion relief systems. For example, protection mechanisms of this type, in most cases, are reusable (no need to replace the decompression panel after an explosion). In addition, this solution reduces the risk of fire in the protected device, which may occur after an explosion. This is because the valve closes, restricting the flow of fresh air into the device.
EVN valves provide reliable protection of industrial equipment and facilities, mainly against dust explosions. The valves have been tested for the followinf dust groups: starch, plastics, resins, toners, sugar, wood, MDF, cellulose (fibrous dust) or coal and peat, so they are suitable for a wide range of industries.
| EXPLOSION RELIEF VALVE EVN | |
|---|---|
| Advantages | Limitations |
|
|
Self-closing explosion relief flaps

This solution is used to protect silos, filters, electrostatic precipitators or dryers from being destroyed by an explosion. When it occurs, the flap is released from its latches.
80% of the recoil forces a flap is subjected to are absorbed by the resulting air cushion between the flap and the steel reflector plate. The residual energy of a flap allows it to close again automatically when the explosion is relieved and to cut off the air supply. There are round explosion-proof flaps (e.g. TT-Uni-K) and rectangular flaps (e.g. the RLE-S type).
| SELF-CLOSING EXPLOSION RELIEF FLAPS | |
|---|---|
| Advantages | Limitations |
|
|
EXPLOSION DECOUPLING

In practice, there is a high probability of propagation of an explosion between individual apparatuses of a process plant, even if its individual components are protected by the above-mentioned safeguards. Therefore, the ATEX directives 137 and 114 (formerly 95, 100A), as well as Polish regulations and standards impose an obligation on system owners to use certified explosion decoupling systems (also called explosion isolation systems or fire barriers).
An explosion decoupling system is an essential component of each of the previously mentioned safety systems. Its task is to cut off a given device from the rest of a system in order to prevent the spread of an explosion wave. To this end, all elements (pipelines, ducts, dumpsters, etc.) connecting the protected device with the rest of the system must be cut off when an explosion occurs.
There are several solutions available on the market that comply with ATEX 114 (formerly 95, 100A). However, they cannot always be used interchangeably, and some are dedicated only for specific applications and solutions.
HRD-type explosion decoupling system
The HRD-type explosion decoupling is the least invasive and also the easiest explosion protection system to apply to both newly built and existing systems.
The basic elements of the system include:
- HRD cylinders with explosion suppression powder,
- dynamic pressure sensors and/or flame sensors,
- control unit
The HRD cylinder solution can be used with most industrial systems where dusts, gases or hybrid mixtures and closed transport systems (pipelines; ducts; gravity, chain, scraper, pneumatic transport; closed belt conveyors, etc.) are present, as well as with all types of dedusting and central vacuum cleaning systems.
Restrictions and requirements for the installation of the HRD systems from individual manufacturers are included in ATEX certifications. To avoid any surprises, before choosing a system it is necessary to take a close look at the limitations include in them and confront them with the design assumptions or the conditions of operation of a given system. This is particularly important since the approvals and restrictions on the use of systems of different manufacturers differ substantially.
| System odsprzęgania wybuchu typu HRD | |
|---|---|
| Zalety | Ograniczenia |
|
|
VENTEX ESI shut-off valves

VENTEX valves comprises a passive explosion decoupling system available in many sizes and versions. It is installed on the ducts of dust collection, central vacuum cleaning, over- and underpressure transport, drying or granulation systems. In most cases, this type of protection can withstand the maximum explosion pressure.
A VENTEX valve closes under the impact of the explosion pressure wave travelling inside a pipeline. The special design of the valve in the form of a “pear” makes it only slightly affect the mixture flowing through its interior. However, when dusts are present in the stream, it must be taken into account that their amount must not exceed the limits specified in the valve documentation. This is because dust can prevent it from closing tightly (the tolerance here is very small and amounts to 0.1-0.15 mm).
| VENTEX ESI SHUT-OFF VALVES | |
|---|---|
| Advantages | Limitations |
|
|
Speed WEY HSI-type shut-off gate valves

A quick release gate valve is the most resistant explosion decoupling systema adapted to the most difficult situations. It works in a similar way to a typical knife gate valve, except its reaction and closing time are extremely short. Moreover, the resistance of quick-acting gate valves to explosion pressure in the case of small diameters reaches even 50 bar (in case of bigger diameters up to 30 bar). These values can probably only be achieved in the event of an explosion of hybrid mixtures.
In standard applications, quick-closing gate valves work with both dusts and gases as well as hybrid mixtures. Like HRD systems, they are activated by dynamic pressure sensors and/or flame sensors, and the whole system is managed by a dedicated control panel.
| SPEED WEY HSI - TYPE SHUT-OFF GATE VALVES | |
|---|---|
| Advantages | Limitations |
|
|
ExKop explosion insolation system

The ExKop explosion isolation system is used to protect filters, mixers, cyclones, mills, dryers and other process equipment from the effects of an explosion spreading to other process plant components. It consists of a QV explosion decoupling valve and a control unit that can receive an explosion signal from a decompression panel burst sensor, a pressure sensor or a spark sensor (mounted on a duct).
A QV explosion isolation valve (membrane made of rubber or EPDM; bidirectional action) is activated by compressed air with a pressure of 6 bar, which can come from the plant system.
Apart from two unique features, i.e. the ability to activate a valve via a signal from a decompression panel opening sensor or an individual infrared sensor, and the ability to reuse it after tripping, the ExKop explosion isolation system is rarely used due to a number of limitations
.
| EXKOP EXPLOSION INSULATION SYSTEM | |
|---|---|
| Advantages | Limitations |
|
|
SNR return flap
The SNR non-return flap is a simple and economical solution to isolate an explosion area from the rest of a plant. By immediately closing a pipeline, the device blocks the possibility of further propagation of an explosion to the other parts of a system. A non-return valve can be used for combustible dusts that occur in vacuum dust collection units or in central vacuum units.
Its disadvantages are installation restrictions specified in the documentation provided to the manufacturer, and the fact that it only works in one direction.
| SNR RETURN FLAP | |
|---|---|
| Advantages | Limitations |
|
|
Rotary valve certified as an autonomous decoupling system

Rotary valve dispenser are used as dosing and feeding systems for loose products and air locks in dust removal systems, central vacuum cleaning, pneumatic transport, etc.
If they are certified according to the requirements of the ATEX Directive, they can be used for operation in hazardous areas and as so-called autonomous explosion decoupling systems. Depending on whether the dispenser is ATEX certified or to what extent the certification has been carried out, we can list three types of devices:
- Standard dispensers,
- dispensers with an ATEX certificate allowing them to work in hazardous areas,
- ATEX-certified dispensers allowing both operation in hazardous areas and use as an autonomous explosion decoupling system.
Standard dispensers cannot be used in explosion environments under any circumstances, let alone as decoupling systems, the latter two types of devices are often confused. It is not uncommon for requests for quotations and technical specifications to state that a valve must have an ATEX certification for a specific explosion hazard zone – e.g. 20 inside and 22 outside the device.
What is often ignored is that the device will also work as a autonomous explosion decoupling system. This results in the purchase and installation of improperly sized locks. Their subsequent replacement can be difficult and expensive. This is because the manufacturer of the equipment purchased either does not offer dispensers with the required certification, or the capacity of a properly certified lock of the same dimensions is lower than required (this is due to the limitations in the certification for explosion decoupling). The solution to the situation may be to purchase a device with larger dimensions. However, this often involves costly modifications to a system.
| ROTARY VALVE CERTIFIED AS AN AUTONOMOUS DECOUPLING SYSTEM | |
|---|---|
| Advantages | Limitations |
|
|
Pressure chamber lock

A relatively rarely used, but very beneficial solution is the pressure chamber lock, which, in certain situations, is a very good alternative to rotary valves. Both solutions have the same function, i.e. they allow emptying various types of devices and process apparatuses of loose materials while limiting the air flow. Both devices can also work as the so-called explosion decoupling systems, which stop the spread of an explosion inside a process plant.
The pressure chamber lock provides a fully sealed system even with a pressure differential of 16 bar. It consists of two butterfly valves mounted at both ends of a vertical pipe (chamber). Only one butterfly valve may be open at a time to isolate the pressure and effects of an explosion.
A pressure chamber lock works by opening the upper butterfly valve (the lower valve is then closed) when material is poured into the chamber. Then the upper valve closes completely and the lower valve opens, after which the material is ejected from the chamber into the system under the lock. The lower valve closes and the entire cycle repeats at pre-set intervals. A common controller for both valves ensures that only one butterfly valve can be open at a time.
Contrary to popular belief, rotary valves do not ensure a full tightness of the system. This is a direct result of their design – there is always clearance between the rotor and the valve body, which is necessary for proper operation of the device. For this reason, in systems where there is a pressure difference (dedusting installations, central vacuum cleaning, pneumatic transport, etc.) air together with dust particles flows through the aforementioned clearances, causing erosion of the body, rotor and rotor shaft. The progress of this process is highly dependent on the pressure difference between the inlet and outlet of the cell valve, the abrasiveness of the dust, and the materials of the cell valve. Based on experience, it can be assumed that in the case of pressure differences exceeding 1.5 bar, the legitimacy of using rotary valves should be seriously considered. Of course, in such situations, wear-resistant materials can be used, but this causes a significant increase in the price of the device.
| PRESSURE CHAMBER LOCK | |
|---|---|
| Advantages | Limitations |
|
|
Please note that the selection of an explosion protection system is case-by-case. It should be preceded by a thorough analysis prepared by a qualified engineer and the necessary calculations made. This ensures choosing a solution that is optimal not only in technical and economic terms, but one that also ensures an appropriate level of process and explosion safety in a plant.